
| Page: |
| Home > Help Needed / General Tech Chat > Thick Thrust Bearings | |||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
18th Nov, 2008 at 02:29:45pm
I'm making slow progress on my K100 build but the block is off to MED next week to be bored etc.
Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
 12307 Posts Member #: 565 Carlos Fandango Burnham-on-Crouch, Essex |
18th Nov, 2008 at 03:30:52pm
how different are small bore thrusts to large bore ones?
On 28th Aug, 2011 Kean said:
At the risk of being sigged... Joe, do you have a photo of your tool? http://www.turbominis.co.uk/forums/index.p...9064&lastpost=1 https://joe1977.imgbb.com/ |
||||||
 9258 Posts Member #: 123 Post Whore Betwix Harrogate and York |
18th Nov, 2008 at 03:40:19pm
I'd deffo go with the screws if using 2 thrusts. This is because I'd rather any iol stays between the crank and thrust rather than between 2 thrusts.
Fastest 998 mini in the world? 13.05 1/4 mile 106mph
On 2nd Jan, 2013 fastcarl said:
the design shows a distinct lack of imagination, talk about starting off with a clean sheet of paper, then not bothering to fucking draw on it,lol On 20th Apr, 2012 Paul S said:
I'm mainly concerned about swirl in the runners caused by the tangential entry. |
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
18th Nov, 2008 at 03:42:52pm
On 18th Nov, 2008 mini13 said:
how different are small bore thrusts to large bore ones? there was somon on the vintage mini racing forum who was looking at doing thicker thrusts for putting S cranks into A blocks. The large bore thrusts are the same thickness but 1/4" bigger on the ID and 1/8" bigger on the OD. I would have thought that an S crank fitted an A block with standard parts. Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
18th Nov, 2008 at 03:45:15pm
On 18th Nov, 2008 wil_h said:
I'd deffo go with the screws if using 2 thrusts. This is because I'd rather any iol stays between the crank and thrust rather than between 2 thrusts. I can't see that using 2 thrusts screwed on would be a problem. Just a bit trickier to do. Don't fancy the idea of breaking a tap in a block that has had a few hundred quid spent on it 
Edited by Paul S on 18th Nov, 2008. Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
 6966 Posts Member #: 507 Fastest A Series Mini in the World leeds/wakefield. |
18th Nov, 2008 at 05:19:46pm
Paul , claqmp the two parts together in a vice with soft jaws, the just run the tig along the outer edge using no filler rod, you would get no noticable distorsion if you leave it in the vice to cool |
||||||
|
12307 Posts Member #: 565 Carlos Fandango Burnham-on-Crouch, Essex |
18th Nov, 2008 at 05:34:14pm
ahhh,
On 28th Aug, 2011 Kean said:
At the risk of being sigged... Joe, do you have a photo of your tool? http://www.turbominis.co.uk/forums/index.p...9064&lastpost=1 https://joe1977.imgbb.com/ |
||||||
 (2)[/url] by [url=https://www.flickr.com/photos/150672766@N03/]Rod Sugden[/url], on Fli) 5988 Posts Member #: 2024 Formally Retired Rural Suffolk |
18th Nov, 2008 at 05:53:27pm
I agree with Carl that an autogenous weld, performed clamped in a vice, is unlikely to create distortion enough to worry about, BUT, I would be concerned about the affect the heat of welding would have on the bond between the bearing material and the steel backing plate.
Schrödinger's cat - so which one am I ??? |
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
18th Nov, 2008 at 06:34:08pm
Thanks guys.
Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
|
5988 Posts Member #: 2024 Formally Retired Rural Suffolk |
18th Nov, 2008 at 06:43:15pm
On 18th Nov, 2008 Paul S said:
I'm hoping that a magnetic grinding table will pull through the bearing material. A good machine shop would put a couple of suitable thickness steel "plates" around the bearing when pulling the magnet through the non-magnetic material, to act as restraints/holders in case the grip isn't strong enough by itself. The magnets on a surface grinder mag table are incredibly strong though, especially if you know where to position things on the "snakey" line. Schrödinger's cat - so which one am I ??? |
||||||
|
4314 Posts Member #: 700 Formerly British Open Classic The West Country |
18th Nov, 2008 at 08:14:08pm
Interesting, let me know how you get on as I'm also interested in a set of "fat" thrusts for the same reason. Isambard Kingdom Brunel said:
Nothing is impossible if you are an Engineer |
||||||
 7765 Posts Member #: 74 I pick holes in everything.. Chief ancient post excavator |
18th Nov, 2008 at 10:13:40pm
This is the wrong way. Fitting S-cranks in A blocks would need THIN thrusts. I would know, as I'm fitting an A crank in an S block On 18th Nov, 2008 Paul S said:
On 18th Nov, 2008 mini13 said:
how different are small bore thrusts to large bore ones? there was somon on the vintage mini racing forum who was looking at doing thicker thrusts for putting S cranks into A blocks. The large bore thrusts are the same thickness but 1/4" bigger on the ID and 1/8" bigger on the OD. I would have thought that an S crank fitted an A block with standard parts. On 18th Nov, 2008 Paul S said:
I'm hoping that a magnetic grinding table will pull through the bearing material. It will. I've tried. However, I'm grinding down bot sides, as the bearing side is far from flat from the factory. Edited by Vegard on 18th Nov, 2008. On 13th Jul, 2012 Ben H said:
Mine gets in the way a bit, but only when it is up. If it is down it does not cause a problem. |
||||||
 348 Posts Member #: 2253 Senior Member Las Vegas, Brit in the States |
19th Nov, 2008 at 02:59:52am
If all goes well paul i may ask you to make me some or at least steal the idea that works so i can fit the 850 crank to my build. |
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
20th Nov, 2008 at 09:03:25pm
Oselli have come back with a price of £90 which was less than I thought it would be. They would still need finishing to size on a surface grinder.
Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
 11046 Posts Member #: 965 Post Whore Preston On The Brook |
20th Nov, 2008 at 10:42:40pm
Why surface grinder, what about fly cut? On 26th Oct, 2004 TurboDave16v said:
Is it A-Series only? I think it should be... So when some joey comes on here about how his 16v turbo vauxhall is great compared to ours, he can be given the 'bird'... On 26th Oct, 2004 Tom Fenton said:
Yep I agree with TD........ |
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
21st Nov, 2008 at 08:53:24am
On 20th Nov, 2008 Sprocket said:
Why surface grinder, what about fly cut? I think the only way to hold them would be a magnetic table. Then a fly-cut would be a bit aggressive. Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
 1346 Posts Member #: 2340 Post Whore Dublin Ireland |
21st Nov, 2008 at 11:19:18am
would it be possable to tack them to a piece of round bar and finish them in the lathe On 17th Feb, 2009 Rob H said:
I find the easiest way is to super glue the bolt to the end of one of my fingers. ______________________________________________________ |
||||||
|
11046 Posts Member #: 965 Post Whore Preston On The Brook |
21st Nov, 2008 at 12:14:44pm
On 21st Nov, 2008 Paul S said:
On 20th Nov, 2008 Sprocket said:
Why surface grinder, what about fly cut? I think the only way to hold them would be a magnetic table. Then a fly-cut would be a bit aggressive. Speak to the Head Shop UK in Warrington, they are always up for doing something different :) On 26th Oct, 2004 TurboDave16v said:
Is it A-Series only? I think it should be... So when some joey comes on here about how his 16v turbo vauxhall is great compared to ours, he can be given the 'bird'... On 26th Oct, 2004 Tom Fenton said:
Yep I agree with TD........ |
||||||
|
11046 Posts Member #: 965 Post Whore Preston On The Brook |
21st Nov, 2008 at 12:17:04pm
http://www.astonmartinparts.co.uk/ On 26th Oct, 2004 TurboDave16v said:
Is it A-Series only? I think it should be... So when some joey comes on here about how his 16v turbo vauxhall is great compared to ours, he can be given the 'bird'... On 26th Oct, 2004 Tom Fenton said:
Yep I agree with TD........ |
||||||
|
7765 Posts Member #: 74 I pick holes in everything.. Chief ancient post excavator |
21st Nov, 2008 at 12:54:39pm
On 21st Nov, 2008 Paul S said:
On 20th Nov, 2008 Sprocket said:
Why surface grinder, what about fly cut? I think the only way to hold them would be a magnetic table. Then a fly-cut would be a bit aggressive. This is by FAR the easiest way! On 13th Jul, 2012 Ben H said:
Mine gets in the way a bit, but only when it is up. If it is down it does not cause a problem. |
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
22nd Nov, 2008 at 04:24:14pm
Well, I think this might just work.
Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
|
12307 Posts Member #: 565 Carlos Fandango Burnham-on-Crouch, Essex |
22nd Nov, 2008 at 04:48:43pm
just put the worst ones on the radiator end where thy won't take the clutch force. On 28th Aug, 2011 Kean said:
At the risk of being sigged... Joe, do you have a photo of your tool? http://www.turbominis.co.uk/forums/index.p...9064&lastpost=1 https://joe1977.imgbb.com/ |
||||||
|
8604 Posts Member #: 573 Formerly Axel Podland |
22nd Nov, 2008 at 04:50:56pm
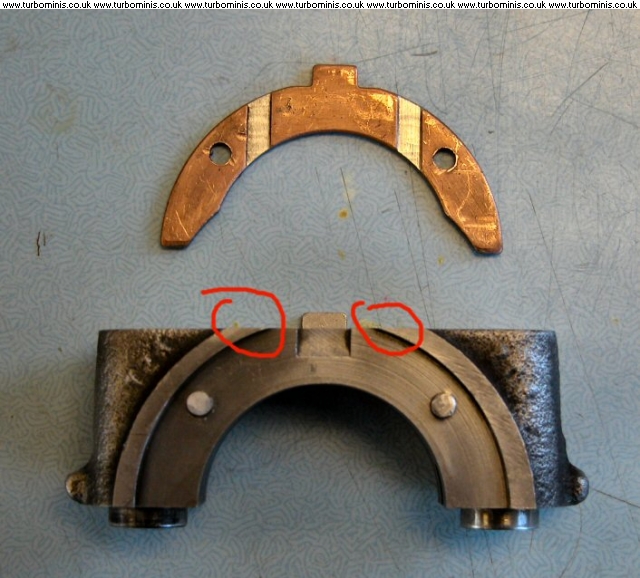
On 22nd Nov, 2008 mini13 said:
just put the worst ones on the radiator end where thy won't take the clutch force. That's just what I was thinking. I might even just remove some of the bearing material where there are shrinkage cracks in the surface. Saul Bellow - "A great deal of intelligence can be invested in ignorance when the need for illusion is deep."
|
||||||
|
12307 Posts Member #: 565 Carlos Fandango Burnham-on-Crouch, Essex |
22nd Nov, 2008 at 04:52:25pm
yes, i agree, better remove it now than have it flake later. On 28th Aug, 2011 Kean said:
At the risk of being sigged... Joe, do you have a photo of your tool? http://www.turbominis.co.uk/forums/index.p...9064&lastpost=1 https://joe1977.imgbb.com/ |
||||||
|
348 Posts Member #: 2253 Senior Member Las Vegas, Brit in the States |
24th Jan, 2009 at 07:21:24am
How did you get on with this Paul? Have you had them finished to size yet? |
||||||
| Home > Help Needed / General Tech Chat > Thick Thrust Bearings | |||||||
|
|||||||



| Page: |